简体中文
简体中文
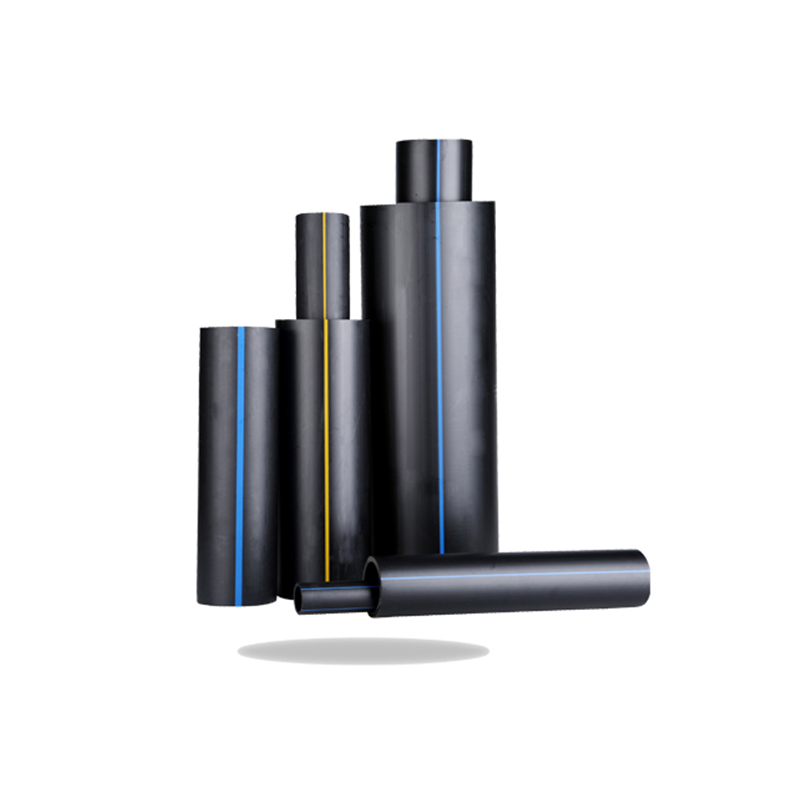
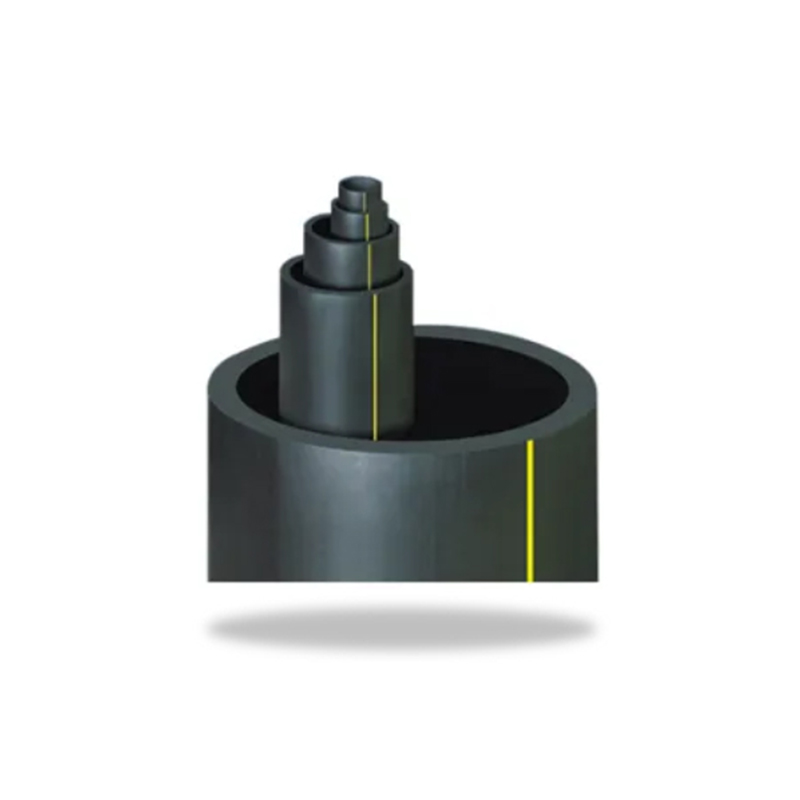
Zabezpečenie dlhodobej stability technológie pripojenia a zapečatenie Potrubie HDPE pre vodu je kľúčom k ich dlhotrvajúcemu výkonu, bez úniku a spoľahlivej prevádzke. Stabilita pripojení potrubia HDPE priamo ovplyvňuje celkovú bezpečnosť a efektívnosť systému. Nasleduje niekoľko dôležitých faktorov na zabezpečenie stability technológie a tesnenia potrubia HDPE:
1. Výber metódy pripojenia
Existuje mnoho spôsobov, ako pripojiť potrubia HDPE. Výber správnej technológie pripojenia je rozhodujúci pre zabezpečenie utesnenia potrubných pripojení. Bežné metódy pripojenia zahŕňajú:
Zváranie BUTT Fusion: Toto je najbežnejšie používaná metóda pripojenia pre potrubia HDPE a je vhodná pre väčšie veľkosti potrubí. Zahrievaním koncových tvárí potrubia a potrubia do roztaveného stavu a potom ich spojenie s tlakom. Výhody spojenia s taveninou horúcou sú vysokou pevnosťou a bez úniku pri pripojení a bezproblémová integrácia so samotným potrubím, ktorá môže dosiahnuť vysoké tesnenie a stabilitu.
Elektrofúzia: Táto metóda pripojenia sa zvyčajne používa pre menšie potrubia alebo miesta s obmedzeným inštalačným priestorom. Používa elektrické fúzne potrubie s elektrinou v časti potrubia. Po zapnutí elektriny sa vytvorí teplo, aby sa rozpustil povrch potrubia a nakoniec dokončil spojenie. Elektrofúzne pripojenie môže tiež zabezpečiť utesnenie a pevnosť pripojenia potrubia a je vhodné pre rôzne typy potrubí.
Fúzia soketu: Fúzia zásuvky sa zvyčajne používa pre potrubia HDPE s malým priemerom. Vonkajšia stena potrubia a vnútorná stena pripevnenia sú spojené zahrievaním za vzniku silného tesniaceho spoja. Táto metóda je jednoduchá a rýchla a vhodná pre vysoké tlakové prostredie.
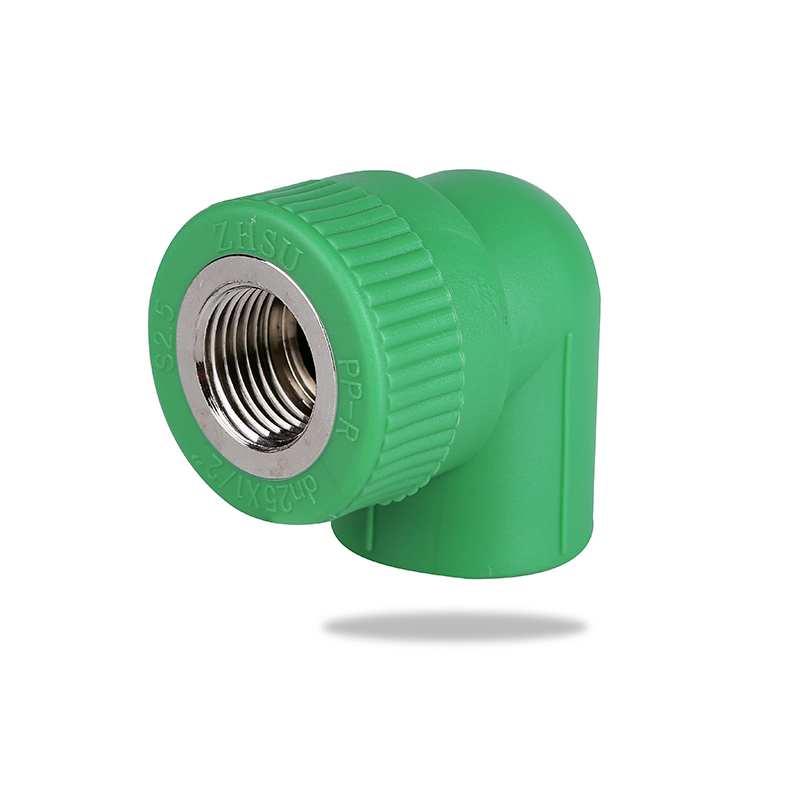
Mechanické spojenie: Táto metóda pripojenia nevyžaduje zahrievanie a spája potrubia mechanickými prostriedkami (ako sú príruby, závitové kĺby, svorky atď.). Je vhodný pre situácie, keď je potrebná demontáž alebo údržba, ale utesnenie pripojenia môže byť mierne horšie ako pri pripojení horúcej taveniny a elektrického fúzneho pripojenia.
2. Ovládanie procesu pripojenia
Bez ohľadu na to, ktorá metóda pripojenia je vybraná, je kľúčovým faktorom, ktorý je kľúčovým faktorom na zabezpečenie tesnenia a dlhodobej stability, regulácia presnosti, teploty a tlaku procesu pripojenia.
Riadenie teploty: Počas procesu pripojenia na topenie horúcej taveniny je potrebné prísne kontrolovať teplotu potrubia a potrubia. Príliš vysoká alebo príliš nízka teplota môže spôsobiť voľné pripojenie alebo dokonca únik. Zvyčajne sa teplota zvárania reguluje približne približne 200 ℃ a špecifická teplota by sa mala určiť podľa faktorov, ako je materiál a hrúbka potrubia.
Kontrola tlaku: Ak sa používa spojenie s taveninou a elektrické spojenie fúzie, je potrebné zabezpečiť, aby bol tlak použitý počas procesu pripojenia rovnomerný a vhodný. Príliš vysoký tlak môže spôsobiť deformovanie potrubia, zatiaľ čo príliš nízky tlak spôsobí uvoľnenie spojenia a ovplyvnenie tesnenia. Zvyčajne sa počas procesu pripojenia používa špeciálne vybavenie na zabezpečenie rovnomerného a presného tlaku.
Časová kontrola: Čas zvárania ovplyvní aj kvalitu spojenia. Príliš dlhá alebo príliš krátka doba ovplyvní pevnosť a stabilitu spojenia. Každá metóda pripojenia má vhodný časový rozsah a musí sa striktne prevádzkovať v súlade so štandardom.
3. Výber materiálov na tesnenie rozhrania
V spojení potrubí HDPE bude mať vplyv aj výber materiálov, ako sú tesnenia tesnení, lepidla alebo tesniace pásky.
Tesnenie: Niektoré metódy mechanického pripojenia používajú tesniace pásky alebo tesnenia na zvýšenie tesniacich výkonov spojov. Výber vhodných materiálov môže účinne zabrániť úniku potrubí vo vysokotlakovom prostredí.
TEALANT: Pri niektorých zvláštnych príležitostiach sa pri pripojení môžu použiť špeciálne tmely. Tieto lepidlá sú zvyčajne kompatibilné s materiálmi potrubia HDPE a poskytujú silnejšie antidoiliety.
4. Ovládanie prostredia inštalácie
Čistota: Čistota potrubia pred pripojením priamo ovplyvňuje kvalitu spojenia. Pripojovacia časť musí byť čistá a suchá, aby sa predišlo kontaminácii povrchu pripojenia nečistotami, ako sú nečistoty, olej alebo vlhkosť, aby sa zabezpečilo tesniaci účinok.
Podmienky teploty a vlhkosti: Keď sa vytvárajú spojenia s horúcim alebo elektrickým, teplota a vlhkosť životného prostredia ovplyvnia aj kvalitu pripojenia. Najlepšie je zvoliť si konštrukciu v prostredí s miernou teplotou a nízkou kontrolou vlhkosti, aby sa zabránilo faktorom environmentálnych faktorov, ktoré narúšajú účinok pripojenia.
5. Kontrola kvality a prijatie
Test pevnosti pripojenia: Po dokončení spojenia by sa malo testovať tesnenie a pevnosť kĺbu, aby sa zabezpečilo, že časť pripojenia vydrží očakávané tlak a vonkajšiu silu. Bežne používané metódy detekcie zahŕňajú testovanie tlaku, testovanie úniku atď.
Röntgenové alebo ultrazvukové testovanie: V kritických potrubných systémoch sa môžu na kontrolu súčasti pripojenia potrubia vyžadovať sofistikovanejšie detekčné metódy (ako je röntgenové a ultrazvukové testovanie), aby sa zabezpečilo, že vo vnútri kĺbu neexistujú žiadne defekty.
6. Dlhodobá údržba a kontrola
Pravidelná kontrola: Aj vysoko kvalitné pripojenia potrubia HDPE si vyžadujú pravidelné kontroly. Inšpekcie by mali zahŕňať vizuálne inšpekcie, detekciu úniku a testovanie tlaku, aby sa zabezpečilo, že v dôsledku dlhodobého používania neexistujú žiadne voľné kĺby alebo úniky.
Opatrenia na núdzové opravy: Ak sa počas používania nájdu problémy s kĺbmi (napríklad úniky), je potrebné ich rýchlo opraviť. To sa dá zvládnuť pomocou pripravenej opravnej súpravy alebo čiastočne výmenou potrubia.
Vhodné metódy pripojenia (ako je topenie horúcej taveniny, zásuvky, mechanické pripojenia atď.) Kombinované s prísnymi požiadavkami na proces môže výrazne zlepšiť tesnenie, odolnosť proti tlaku a trvanlivosť potrubného systému, čím sa zabezpečí, že systém je stabilný a bez úniku počas dlhodobého používania.