简体中文
简体中文
Pochopenie PPR spojok a ich základnej úlohy
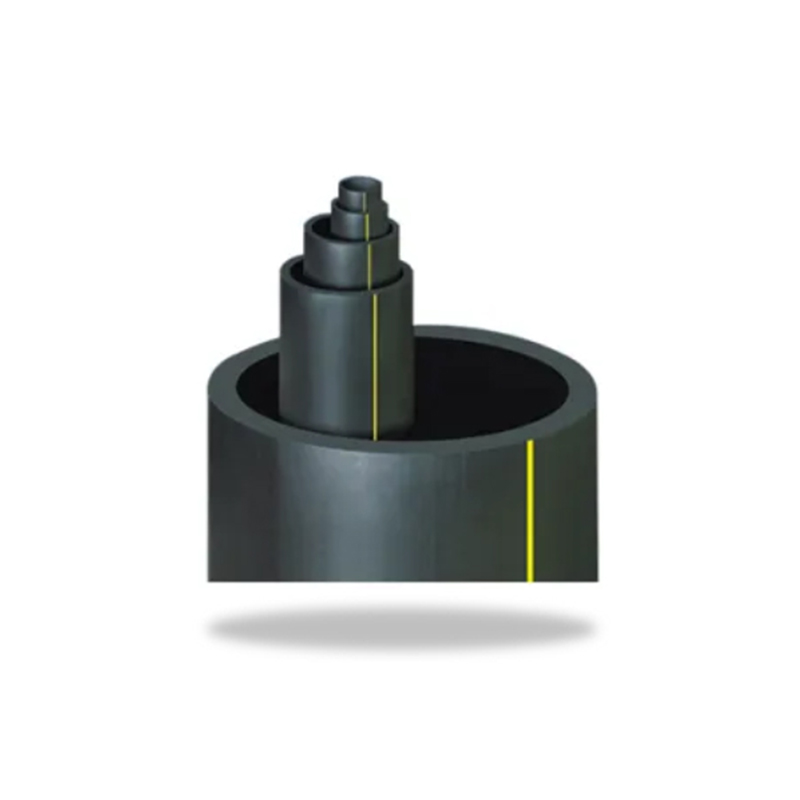
A PPR spojka je špecializovaná tvarovka používaná na priame spojenie dvoch častí polypropylénovej rúrky s náhodným kopolymérom (PPR) pomocou tepelného tavného zvárania. Táto základná zložka slúži ako primárny spôsob pripojenia na predĺženie potrubí a vytvorenie nepriepustných spojov v rozvodoch teplej aj studenej vody. Spojky PPR sú vyrábané z rovnakého náhodného kopolymérneho materiálu ako samotné rúry, čo zaisťuje tepelnú kompatibilitu a rovnomernú rozťažnosť v celom systéme.
Konštrukcia spojky obsahuje hrdlo na každom konci s presne opracovanými vnútornými rozmermi, ktoré vyhovujú vonkajšiemu priemeru rúry. Počas inštalácie sa oba konce rúrok a hrdla spojky súčasne zahrievajú 260±10°C, potom spojené pod tlakom, aby sa vytvorila molekulárna väzba pevnejší ako samotný materiál potrubia. Tento proces tavného zvárania eliminuje potrebu lepidiel, tmelov alebo mechanických spojovacích prvkov, výsledkom čoho je trvalo utesnené spojenie, ktoré si zachováva plné tlakové menovité hodnoty systému.
Spojky PPR sú dostupné vo veľkostiach od 20 mm do 110 mm priemeru, čo zodpovedá štandardným rozmerom potrubia. Zachovávajú si rovnakú klasifikáciu tlaku (PN10, PN16, PN20 alebo PN25) ako potrubia, ktoré spájajú, čím zaisťujú konzistentný výkon v celom systéme. Komponent tvorí približne 15-25% z celkových požiadaviek na montáž v typických vodovodných inštaláciách, čo z neho robí najčastejšie používaný typ tvarovky PPR.
Typy a variácie PPR spojok
Rôzne konfigurácie spojok spĺňajú špecifické požiadavky na inštaláciu a návrhy systému:
Štandardné zásuvkové spojky
Najbežnejší typ má dve rovnaké hrdlá na spájanie rúr s rovnakým priemerom. Tieto spojky majú kompaktnú dĺžku približne 1,5-2 násobok priemeru potrubia , čím sa minimalizuje priestor potrebný na pripojenie. Štandardné spojky sú vhodné pre exponované aj skryté inštalácie, kde je potrebné priame predĺženie potrubia bez zmeny smeru.
Redukčné spojky
Tieto špecializované armatúry spájajú rúry rôznych priemerov s hrdlami dvoch rôznych veľkostí. Redukčné spojky eliminujú potrebu samostatných redukčných armatúr a dodatočných spojov, zefektívňujú inštalácie, kde dochádza k prechodom veľkosti potrubia. Bežné kombinácie veľkostí zahŕňajú 32 mm až 25 mm, 25 mm až 20 mm a 40 mm až 32 mm. Použitie redukčných spojok namiesto viacerých tvaroviek skracuje čas inštalácie približne o 30% a znižuje potenciálne miesta úniku.
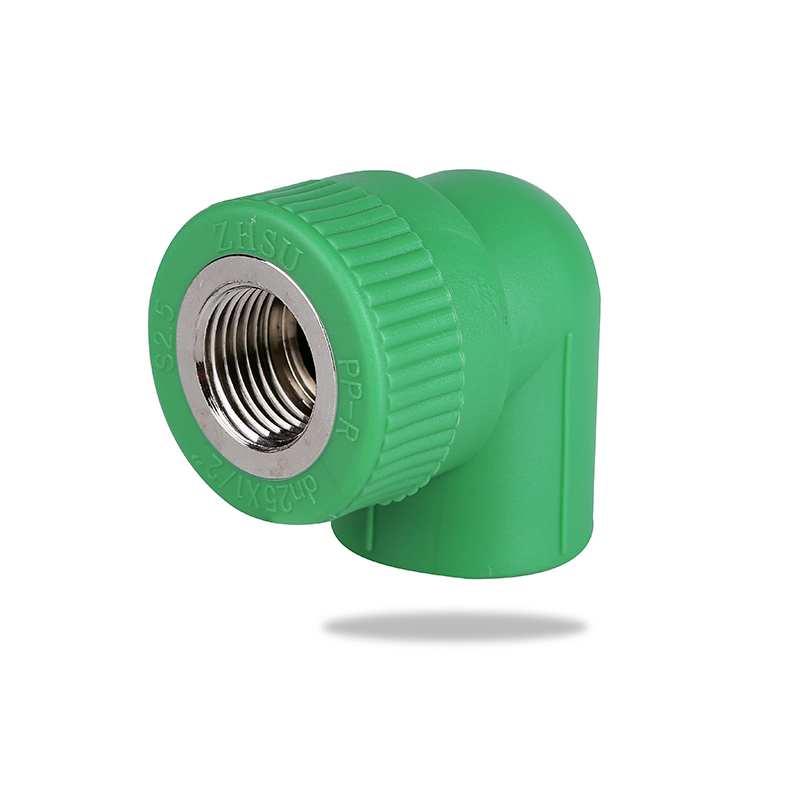
Závitové spojky
Spojky PPR s integrovanými kovovými závitmi poskytujú prechodové pripojenia k zariadeniam, ventilom alebo prípravkom so závitovými spojmi. Jeden koniec má štandardnú PPR objímku na tepelné tavenie, zatiaľ čo druhý obsahuje mosadzné alebo nerezové závity (zvyčajne 1/2", 3/4" alebo 1" NPT alebo BSP). Kovová vložka je zalisovaná do tela PPR počas výroby, čím vytvára trvalé mechanické spojenie. Tieto prechodové tvarovky sú nevyhnutné tam, kde sa PPR systémy spájajú s konvenčnými inštalatérskymi komponentmi. mosadzné vložky dimenzované na tlaky do 2,5 MPa pri 20°C .
Oprava spojok
Spojky s predĺženou dĺžkou určené na opravy sú vybavené hlbšími hrdlami alebo posuvnými mechanizmami, ktoré umožňujú pripojenie k existujúcim rúram bez potreby otáčania rúr. Tieto špecializované armatúry sú neoceniteľné pri výmene poškodených častí v stiesnených priestoroch alebo vtedy, keď sa potrubia nemôžu otáčať z dôvodu priestorových obmedzení. Opravné spojky zvyčajne merajú 2,5-3 násobok štandardnej dĺžky spojky aby sa prispôsobila dodatočná hĺbka hrdla potrebná pre túto aplikáciu.
| Typ spojky | Primárna aplikácia | Kľúčová vlastnosť | Kontext inštalácie |
|---|---|---|---|
| Štandardná zásuvka | Pripojenia rovnakého priemeru | Kompaktný dizajn | Všeobecné predĺženia potrubia |
| Zníženie | Prechody priemerov | Dve rôzne veľkosti zásuvky | Zníženie odbočiek |
| Závitové | Pripojenia zariadení | Kovová závitová vložka | Rozhrania ventilu a prípravku |
| Oprava | Výmena poškodenej sekcie | Rozšírená hĺbka zásuvky | Opravy stiesnených priestorov |
Správne inštalačné techniky pre PPR spojky
Správne inštalačné postupy sú rozhodujúce pre dosiahnutie spoľahlivých spojení bez únikov, ktoré zachovávajú plný výkon systému:
Predinštalačná príprava
Pred začatím tavného zvárania skontrolujte, či sa potrubia a spojky zhodujú v priemere a tlaku. Rúry odrežte priamo pomocou špeciálnych PPR rezačiek rúr, aby ste zaistili kolmé konce bez deformácie. Označte hĺbku vloženia na koncoch rúr pomocou spojky ako vodidla – typické hĺbky vloženia sa pohybujú od 14 mm pre 20 mm rúry do 40 mm pre 110 mm rúry . Dôkladne vyčistite a vysušte oba konce rúrok a spojovacie hrdlá, odstráňte všetky nečistoty, vlhkosť alebo olej, ktoré by mohli ohroziť kvalitu zvárania.

Proces tavného zvárania
Zahrejte nástroj na tavné zváranie na špecifikovanú teplotu 260 °C a nechajte zvyčajne primeraný čas na zahriatie 10-15 minút pre spoľahlivú teplotnú stabilitu . Súčasne nasaďte koniec rúry do vyhrievacieho tŕňa a hrdlo spojky na vyhrievaciu matricu. Počas zahrievania aplikujte mierny tlak bez nátlaku – nadmerný tlak môže deformovať stenu potrubia. Trvanie ohrevu musí presne zodpovedať špecifikáciám priemeru potrubia:
- Priemer 20 mm: 5 sekúnd zahrievanie, 4 sekundy spájanie, 2 minúty chladenie
- Priemer 25 mm: 7 sekúnd zahrievanie, 4 sekundy spájanie, 2 minúty chladenie
- Priemer 32 mm: 8 sekúnd zahrievanie, 6 sekúnd spájanie, 4 minúty chladenie
- Priemer 40 mm: 12 sekúnd zahrievanie, 6 sekúnd spájanie, 4 minúty chladenie
- Priemer 50 mm: 18 sekúnd zahrievanie, 6 sekúnd spájanie, 4 minúty chladenie
Spájanie a chladenie
Po zahriatí vyberte oba diely z náradia a jedným plynulým pohybom ihneď vložte rúrku do hrdla spojky, kým nedosiahnete vyznačenú hĺbku zasunutia. Držte kĺb pevne na mieste bez krútenia alebo nastavovania – akýkoľvek pohyb počas počiatočnej fázy chladenia ohrozí integritu kĺbu. Po obvode spoja by sa mala vytvoriť malá guľôčka roztaveného materiálu, čo naznačuje správne spojenie. Udržujte kĺb v pevnej polohe počas celej doby chladenia predtým, ako umožníte akékoľvek namáhanie alebo pohyb. Spoje vystavené namáhaniu pred dostatočným ochladením sa prejavia poruchovosť až o 40 % vyššia než správne chladené spoje.
Overenie kvality
Skontrolujte dokončené spoje, či nemajú rovnomerné fúzne guľôčky po celom obvode, čo naznačuje konzistentné zahrievanie a vkladanie. Rúrka by mala byť vložená do vyznačenej hĺbky bez medzier na osadení spojky. Skontrolujte zarovnanie – potrubia by mali pokračovať v priamke cez spojku bez viditeľných uhlov alebo odsadení. Správne vyhotovené spoje nevykazujú žiadne vyblednutie napätia, deformáciu alebo neúplné fúzie. Profesionálni inštalatéri udržiavajú chybovosť pod 1 % pri dodržaní správnych postupov .
Technické špecifikácie a výkonnostné štandardy
Spojky PPR musia spĺňať prísne technické požiadavky na zabezpečenie spoľahlivosti a bezpečnosti systému:
Požiadavky na presnosť rozmerov
Vnútorné priemery nátrubkov musia dodržiavať presné tolerancie, aby sa zabezpečilo správne spojenie bez medzier alebo nadmerného posunu materiálu. Výrobné normy špecifikujú tolerancie ±0,2 mm pre rúry do priemeru 63 mm a ±0,3 mm pre väčšie veľkosti . Hrúbka steny na telese spojky sa musí rovnať alebo presahovať hrúbku steny rúry, aby sa zabránilo slabým miestam v systéme. Hĺbka hrdla musí poskytovať primeranú oblasť zvárania pri zachovaní primeranej dĺžky spojky pre praktickú inštaláciu.
Výkon tlaku a teploty
Spojky PPR majú rovnakú tlakovú klasifikáciu ako potrubia, ktoré spájajú. Zachováva sa spojka PN20 používaná s rúrkou PN20 Pracovný tlak 2,0 MPa pri 20 °C a 1,0 MPa pri 70 °C . Materiál spojky musí vykazovať rovnakú tepelnú rozťažnosť ako rúra s koeficientom 0,15 mm/m·K, čím sa zabezpečí, že sa tepelné napätie nekoncentruje v spojoch. Správne nainštalované spojky vydržia tlakovú skúšku na 1,5-násobok menovitého pracovného tlaku bez úniku alebo deformácie.
Normy kvality materiálov
Kvalitné spojky používajú náhodný kopolymérový materiál typu 3 (PPR), ktorý spĺňa špecifikácie ISO 15874. Materiál musí vykazovať minimálnu pevnosť v ťahu 25 MPa a udržiavať pružnosť pri nízkych teplotách bez krehkého porušenia. Výroba pôvodného materiálu zaisťuje konzistentné vlastnosti, zatiaľ čo recyklovaný obsah môže predstavovať odchýlky, ktoré ohrozujú výkon. Renomovaní výrobcovia označujú každú spojku veľkosťou, menovitým tlakom, dátumom výroby a informáciami o súlade so štandardmi. Neprítomnosť jasných značiek naznačuje neštandardné produkty s 3- až 5-krát vyššou chybovosťou ako certifikované komponenty.
Overenie chemickej odolnosti
Spojky PPR musia odolávať degradácii z chlórovanej vody, zmenám pH a teplotným cyklom. Skúšobné protokoly vystavujú spojky podmienkam zrýchleného starnutia vrátane nepretržitého vystavenia vode pri 95 °C počas 1000 hodín, po ktorých nasleduje tlaková skúška na overenie zachovania mechanických vlastností. Ukážu kvalitné komponenty zníženie pevnosti o menej ako 10 %. po zrýchlenom starnutí zodpovedajúcom 50 rokom služby.
Bežné chyby pri inštalácii a prevencia
Pochopenie častých chýb pri inštalácii pomáha predchádzať zlyhaniam systému a nákladným opravám:
Nedostatočné alebo nadmerné vykurovanie
Nedostatočný čas zahrievania bráni správnej molekulárnej fúzii, čím sa vytvárajú slabé spoje, ktoré môžu okamžite presakovať alebo môžu časom vytekať pomaly. Naopak, nadmerné zahrievanie degraduje štruktúru polyméru, znižuje pevnosť a vytvára príliš veľké fúzne guľôčky, ktoré čiastočne bránia prietoku. Terénne štúdie to naznačujú odchýlky časovania presahujúce ±2 sekundy od špecifikácií zvyšujú riziko zlyhania o 60 % . Použite časovače alebo postupujte podľa štandardných rozvrhov ohrevu, aby ste zachovali konzistenciu vo všetkých spojoch.
Kontaminované fúzne povrchy
Nečistoty, vlhkosť, olej alebo oxidácia na koncoch rúr alebo spojkových hrdlách narúšajú molekulárnu väzbu. Aj malé množstvo kontaminácie vytvára slabé zóny, ktoré koncentrujú stres. Odstráňte vonkajšiu vrstvu z koncov rúr pomocou holiaceho nástroja a pred zvarením vyčistite spojovacie hrdlá izopropylalkoholom. Nosenie rukavíc zabraňuje kontaminácii povrchov kožnými olejmi. Poruchy súvisiace s kontamináciou sa zvyčajne prejavujú ako dierkové netesnosti objavujúce sa 6-18 mesiacov po inštalácii keď tepelné cykly namáhajú narušenú väzbu.
Neúplná hĺbka vloženia
Neschopnosť zasunúť rúrky úplne do hrdla hrdla zmenšuje oblasť spojenia a vytvára body koncentrácie napätia. Pred zahriatím jasne označte správnu hĺbku vloženia na koncoch rúr a ihneď po spojení skontrolujte úplné vloženie, kým materiál zostane viditeľný. Neúplné vloženie znižuje pevnosť spoja až o 50 % a výrazne zvyšuje pravdepodobnosť zlyhania pri tlakových rázoch alebo vodných rázoch.
Pohyb počas chladenia
Otáčanie, ohýbanie alebo namáhanie spojov pred primeraným chladením bráni správnej kryštalizácii tavnej zóny. Dokonca aj nepatrné pohyby ohrozujú integritu väzby. Počas chladenia primerane podoprite potrubia a naplánujte si postup inštalácie, aby ste sa vyhli práci v blízkosti nedávno dokončených spojov. Časy chladenia závislé od teploty sa musia predĺžiť v chladnom prostredí – inštalácie vyžadujúce teplotu okolia pod 5 °C O 50 % dlhšia doba chladenia aby sa dosiahla ekvivalentná pevnosť.
Nezhodné komponenty
Kombinácia spojok a potrubí rôznych tlakových tried vytvára slabé miesta systému. Spojka PN16 v systéme PN20 nemôže bezpečne zvládnuť plný tlak v systéme. Podobne použitie nadrozmerných alebo poddimenzovaných spojok zabraňuje správnemu spojeniu alebo vytvára nadmerné napätie. Pred inštaláciou overte kompatibilitu komponentov a uistite sa, že všetky prvky majú rovnakú tlakovú klasifikáciu a menovitý priemer.
Výberové kritériá pre rôzne aplikácie
Výber vhodných spojok PPR závisí od konkrétnych požiadaviek na systém a podmienok inštalácie:
Systémy teplej a studenej vody v domácnostiach
Štandardné bytové inštalácie zvyčajne používajú spojky PN20 pre rozvody teplej aj studenej vody. Tieto poskytujú primeranú bezpečnostnú rezervu pre typické tlaky komunálnej vody 0,3-0,6 MPa, pričom sa prispôsobujú občasným tlakovým rázom. Systémy teplej vody pracujúce pri 60-70°C využívajú výhody PN20 Menovitý tlak 1,0 MPa pri 70 °C , zabezpečujúce dlhodobú spoľahlivosť. Len pre potrubia studenej vody ponúkajú spojky PN16 úsporu nákladov bez obetovania bezpečnosti.
Aplikácie sálavého podlahového vykurovania
Systémy podlahového vykurovania vyžadujú menej spojok v dôsledku súvislých potrubí, ale pripojenia na rozdeľovačoch a rozhraniach zariadení zostávajú kritické. Vyberte spojky s vlastnosťami kyslíkovej bariéry, ktoré zodpovedajú špecifikácii potrubia, aby ste zabránili korózii systému. Prevádzkové teploty 40-55°C umožňujú použitie spojok PN16 vo väčšine prípadov, hoci PN20 poskytuje dodatočnú bezpečnostnú rezervu. Závitové spojky uľahčujú pripojenie k rozdeľovačom a kotlovým zariadeniam.
Komerčné a vysokotlakové systémy
Viacposchodové budovy alebo systémy s pomocnými čerpadlami môžu mať tlak presahujúci 1,0 MPa, čo si vyžaduje spojky PN25 dimenzované na 2,5 MPa pri 20 °C . Priemyselné aplikácie s cirkuláciou horúcej vody pri 80-90°C tiež ťažia z vyššej schopnosti zníženia teploty PN25. Zvýšená hrúbka steny komponentov PN25 prináša minimálne náklady a zároveň poskytuje značnú tlakovú bezpečnostnú rezervu.
Vonkajšie a exponované inštalácie
Spojky na vonkajších miestach vyžadujú formulácie odolné voči UV žiareniu, aby sa zabránilo degradácii vplyvom slnečného žiarenia. Štandardná PPR v interiéri po dlhšom vystavení UV žiareniu žltne a krehne, pričom strata pevnosti sa stáva podstatnou 6-12 mesiacov na priamom slnku . Spojky stabilizované proti UV žiareniu obsahujú sadze alebo UV inhibítory, ktoré si zachovávajú vlastnosti po dobu 10 rokov vo vonkajších podmienkach. Pri podzemných inštaláciách fungujú štandardné spojky primerane, pretože pôda poskytuje UV ochranu.
| Typ aplikácie | Odporúčané hodnotenie | Prevádzkové podmienky | Osobitné úvahy |
|---|---|---|---|
| Bytová studená voda | PN16 | 20 °C, 0,3-0,6 MPa | Cenovo výhodná voľba |
| Bytová teplá voda | PN20 | 60-70 °C, 0,4-0,8 MPa | Štandardné odporúčanie |
| Podlahové kúrenie | PN16-PN20 | 40-55 °C, 0,3-0,5 MPa | Vyžaduje sa kyslíková bariéra |
| Komerčný vysoký tlak | PN25 | Variabilná teplota, >1,0 MPa | Maximálna bezpečnostná rezerva |
| Vonkajšie vystavené | PN16-PN20 | Variabilné, vystavenie UV žiareniu | Vzorec stabilizovaný proti UV žiareniu |
Hodnotenie kvality a overenie produktu
Rozlíšenie kvalitných PPR spojok od produktov nižšej kvality chráni integritu systému a zabraňuje predčasným poruchám:
Kritériá vizuálnej kontroly
Skontrolujte spojovacie povrchy z hľadiska hladkosti a rovnomernosti. Kvalitné spojky vykazujú konzistentnú farbu v celom rozsahu bez pruhov, škvrnitosti alebo zmeny farby. Vnútro zásuviek by malo byť čisté a hladké bez drsných plôch alebo viditeľných nečistôt. Hrúbka steny musí byť rovnomerná po celom obvode – odchýlky presahujúce 0,3 mm znamená zlú výrobnú kontrolu . Skontrolujte kompletné a čitateľné označenia vrátane identifikácie výrobcu, veľkosti, tlaku a dátumu výroby.
Metódy overovania materiálu
Originálny PPR materiál vykazuje špecifické fyzikálne vlastnosti. Materiál by mal byť skôr hustý a pevný ako dutý alebo ľahký. Ohýbanie spojky by malo vykazovať pružnosť bez praskania alebo trvalej deformácie. Kvalitný PPR sa po ohnutí vráti do pôvodného tvaru, zatiaľ čo materiály nižšej kvality môžu vykazovať bielenie pri namáhaní alebo zostať deformované. Testovanie povrchovej tvrdosti pomocou tvrdomeru by malo poskytnúť hodnoty 60-70 Shore D pre autentický PPR , zatiaľ čo mäkšie materiály naznačujú recyklovaný obsah alebo menej kvalitné polyméry.
Certifikácia a súlad s normami
Renomovaní výrobcovia poskytujú dokumentáciu o testovaní a certifikácii treťou stranou. Hľadajte súlad s normami ISO 15874, EN 15874 alebo ekvivalentnými národnými normami. Certifikáty od uznávaných orgánov ako NSF, DVGW alebo WRAS naznačujú, že produkty prešli prísnym testovaním bezpečnosti a výkonu. Vyžiadajte si protokoly o testoch s výsledkami odolnosti voči tlaku, tepelným cyklom a chemickej odolnosti. Bez ohľadu na cenové výhody by ste sa mali vyhnúť výrobkom, ktorým chýba riadna certifikácia alebo dokumentácia necertifikované armatúry vykazujú poruchovosť o 400-500% vyššiu ako certifikované komponenty.
Hodnotenie balenia a skladovania
Kvalitní výrobcovia balia spojky do zapečatených vrecúšok alebo škatúľ, ktoré chránia pred kontamináciou a UV žiarením počas skladovania. Individuálne balenie alebo organizované hromadné balenie poukazuje na pozornosť venovanú kontrole kvality. Uvoľnené, nezabalené armatúry môžu mať nahromadenú špinu alebo poškodenie počas manipulácie. Overte podmienky skladovania – spojky PPR skladované na priamom slnečnom svetle alebo extrémnych teplotách sa mohli pred inštaláciou znehodnotiť. Produkty správne skladované v skladoch s kontrolovanou klímou si zachovávajú úplné špecifikácie na neurčito.
Úvahy o nákladoch a ekonomická analýza
Pochopenie nákladov na spojenie PPR pomáha optimalizovať rozpočty projektov pri zachovaní štandardov kvality:
Štruktúra ceny materiálu
Štandardné nástrčné spojky predstavujú relatívne malé náklady v celkových nákladoch systému. Typické ceny sa pohybujú od 0,50 – 1,50 USD za 20 mm spojky až 3,00 – 8,00 USD za veľkosti 50 mm , ktoré sa líšia podľa menovitého tlaku a výrobcu. Zníženie spojok stojí približne o 30-50% viac ako štandardné spojky v dôsledku zvýšenej zložitosti materiálu a výroby. Závitové spojky s mosadznými vložkami dosahujú prémiové ceny 3-5-násobku štandardných nákladov na spojky kvôli požiadavkám na kovové komponenty a montáž.
Ekonomika práce inštalácie
Zatiaľ čo náklady na spojovací materiál sú skromné, inštalačná práca predstavuje väčšiu zložku nákladov. Skúsení inštalatéri dokončujú spojky pri rýchlostiach 15-25 spojov za hodinu v závislosti od veľkosti potrubia a dostupnosti . Táto efektívnosť sa premieta do nákladov práce približne 2 – 5 USD na spoločný pre prácu v domácnosti. Minimalizácia počtu spojov prostredníctvom starostlivého návrhu systému znižuje náklady na materiál aj prácu. Použitie redukčných spojok namiesto samostatných reduktorov a prídavných spojov ušetrí približne 8 až 12 USD na prechodový bod, ak je zahrnutá práca.
Porovnanie nákladov na životný cyklus
Kvalitné spojky PPR nainštalované správne vyžadujú nulovú údržbu a poskytujú životnosť 50 rokov. Táto životnosť eliminuje náklady na výmenu, ktoré ovplyvňujú mechanické spoje, kompresné spoje alebo spájkované spoje. Trvalá povaha tavného zvárania zabraňuje netesnostiam, ktoré spôsobujú poškodenie vodou, čo je najdrahší dôsledok porúch vodovodného potrubia. Nasvedčujú tomu štatistiky poisťovníctva správne nainštalované systémy PPR vykazujú mieru úniku o 85 % nižšiu v porovnaní so závitovými kovovými systémami počas 20-ročného obdobia, čo vedie k výrazným úsporám nákladov na opravy a prevencii poškodenia vodou.

Kompromisy medzi kvalitou a cenou
Prémiové spojky od zavedených výrobcov stoja o 20 – 40 % viac ako ekonomické značky, ale ponúkajú výrazne lepšiu spoľahlivosť. Rozdiel v prírastkových nákladoch predstavuje iba 50 – 150 USD za celý obytný systém, no rozdiel vo výkone môže byť značný. Nízkonákladové spojky často používajú recyklované materiály, nedostatočnú kontrolu kvality alebo neštandardné rozmery, ktoré ohrozujú integritu spoja. Profesionálni inštalatéri to uvádzajú Spätné záručné volania pre prémiové produkty sú nižšie ako 0,1 % v porovnaní s 2 – 5 % pre ekonomické značky, čo dokazuje, že skromné dodatočné investície prinášajú podstatné zlepšenie spoľahlivosti.
Riešenie problémov a riešenia opráv
Riešenie problémov súvisiacich s prepojením si vyžaduje pochopenie bežných režimov porúch a vhodných techník nápravy:
Identifikácia zlyhaných kĺbov
Poruchy spojovacieho kĺbu sa zvyčajne prejavujú skôr ako pomalé kvapkanie alebo plač, než ako katastrofické prasknutia. Podozrivé spoje vykazujú nahromadenie vlhkosti, zafarbenie vodou alebo minerálne usadeniny v mieste spojky. Počas tlakovej skúšky vykazujú chybné spoje poklesy tlaku alebo viditeľné presakovanie vody. Neúplné zatavenie sa často javí ako medzery medzi koncom rúry a spojkovým ramenom alebo asymetrické natavené guľôčky po obvode spoja. Stresom vybielené miesta v blízkosti kĺbov naznačujú preťaženie alebo pohyb pri ochladzovaní.
Postupy opravy
Zlyhané spojky nie je možné opraviť na mieste – vyžaduje sa úplné odstránenie a výmena. Vyrežte chybnú spojku a krátku časť potrubia na každej strane, pričom sa uistite, že sú minimálne rezy 100 mm od starých fúznych zón aby sa zabránilo tepelne ovplyvnenému materiálu. Na opätovné pripojenie systému použite opravnú spojku alebo dve štandardné spojky s medziľahlou rúrkou. Ak je priestor obmedzený a otáčanie potrubia nie je možné, opravné spojky s predĺženými hrdlami alebo posuvnými konštrukciami umožňujú pripojenie k pevným potrubiam. Pred natlakovaním opravených častí zaistite dostatočný čas chladenia.
Protokoly preventívnych prehliadok
Pri kritických inštaláciách alebo pred zakrytím potrubí v stenách alebo podlahách vykonajte dôkladnú vizuálnu kontrolu všetkých spojov spojok. Overte konzistentné fúzne guľôčky, správnu hĺbku vloženia a zarovnanie. Tlaková skúška celého systému pri 1,5-násobku pracovného tlaku po dobu minimálne 1 hodiny, pričom sa monitoruje akýkoľvek pokles tlaku. Dlhodobé monitorovanie by malo zahŕňať pravidelnú kontrolu prístupných spojov, najmä v oblastiach vystavených vibráciám, tepelným cyklom alebo mechanickému namáhaniu. Včasná detekcia mokvajúcich kĺbov umožňuje opravu skôr, ako dôjde k významnému poškodeniu vodou. $